Coastal Galvanizing is a prime division under Coastal Group. The state of art plant located at the heart of New Industrial Area of the city of Doha offers a long-lasting corrosion protection and a reliable hot dipped galvanizing services for all kinds of steel products and structures.
Being one of the most specialized providers for anti-corrosion solutions for steel surfaces in Qatar, our hot dipped galvanizing plant facilities including the dipping tanks, the zinc kettle, the control room and the lab are considered among the best in the industry.
Our galvanizing service is complying to all requirements of ASTM A123/ EN ISO 1461/ BS 729 and we are an ISO 9001, 14001 & 18001 certified company. In addition, Coastal used to be a member of UK & US Galvanizers Associations.
The Benefits
When it comes to choosing a corrosion protection system what makes galvanizing unique?
It’s an honest coatingDue to the unique alloy growth that occurs when clean steel is immersed into molten zinc – the coating effectively becomes part of the steel – if it looks good on day one it will remain so for many many years to come.
It’s proven
With a history that stretches back over 200 years, there are innumerable examples in many environments proving its performance.
In Dorset, a bridge at Lydlinch was constructed in 1944 to assist the flow of supplies during the D-Day landings. The Callender-Hamilton design was originally intended only to be a temporary bridge but is still in use 70 years after construction. An inspection of the bridge was conducted by Galvanizers Association in 1999 after 55 years service. This indicated that the galvanized coating was in excellent condition with no signs of rust on any steel members. It is anticipated that the coating will achieve a maintenance-free life of more than 100 years.
It’s sustainableThe long-term durability provided by galvanizing is achieved at relatively low environmental burden in terms of energy and other globally relevant impacts.
Several studies have demonstrated the high economic and environmental costs associated with the repeated maintenance painting of steel structures. These burdens can be significantly reduced by an initial investment in long-term protection. Lack of attention to optimal corrosion protection can leave a damaging economic legacy of repeated maintenance costs.
In social housing projects, future maintenance costs will be borne by the local authorities. In public infrastructure projects, use of galvanized steel leads to lower maintenance budgets, releasing public funds for other purposes.
The unique nature of the galvanizing process provides a tough and abrasion resistant coating which means less site damage and speedy erection of structures.
Cohesion
Unlike most coatings, which rely solely on preparation of the steel to obtain adhesion, hot dip galvanizing produces a coating bonded metallurgically to the steel. In other words, the iron and zinc react together to form a series of alloys which make the coating an integral part of the steel surface with excellent cohesion.
Toughness
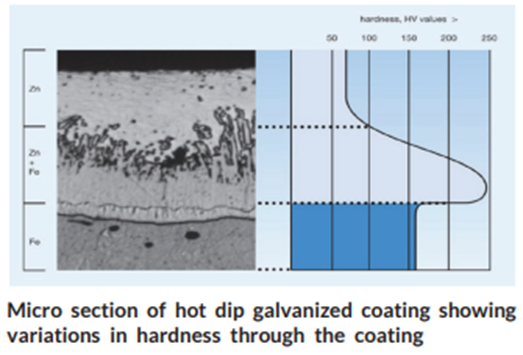
Resistance to mechanical damage of protective coatings during handling, storage, transport and erection is very important if the cost of ‘touching up’ on site is to be avoided. The outer layer of pure zinc is relatively soft and absorbs much of the shock of an initial impact during handling. The alloy layers beneath are much harder, sometimes even harder than the base steel itself. This combination provides a tough and abrasion resistant coating.
Galvanizing is unique – tough, long-lasting, selfhealing and covers internal and external surfaces. Here we highlight the benefits of barrier and sacrificial protection:
Barrier protection
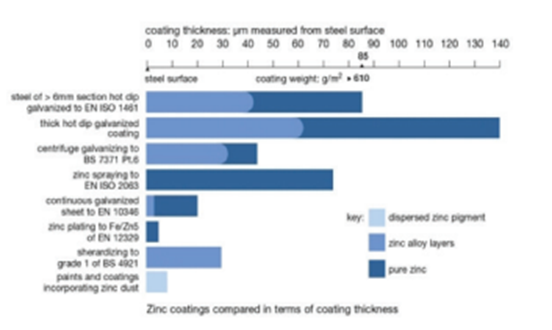
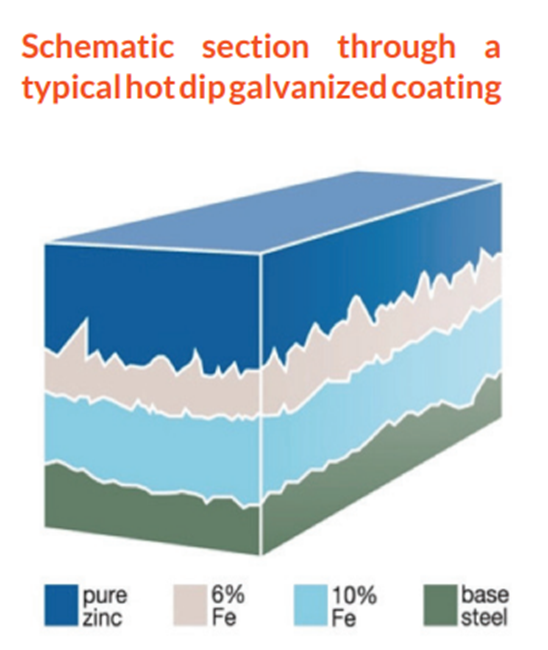
Galvanizing provides a barrier between all internal and external steel surfaces and their environment. Galvanizing is a term often wrongly used to describe zinc coatings in general. The diagram below illustrates how the different types of zinc coatings vary in terms of coating thickness. The life expectancy of a zinc coating is largely determined by its thickness. Thicker coatings give longer life. Hot dip galvanizing provides fabricated iron or steel products with maximum protection through a continuous, tough, metallurgically bonded coating of much greater thickness.
Protection by sacrifical action
Zinc corrodes in preference to steel and sacrifices itself to protect the steel, hence hot dip galvanizing will provide this sacrifical action. The corrosion products from the zinc are deposited on the steel resealing it from the atmosphere and therefore stopping corrosion. With paint coatings, additional protection would have to be applied immediately after the damage occurred or the steel would rust with eventual breakdown of the whole coating as rust crept underneath the paint film.
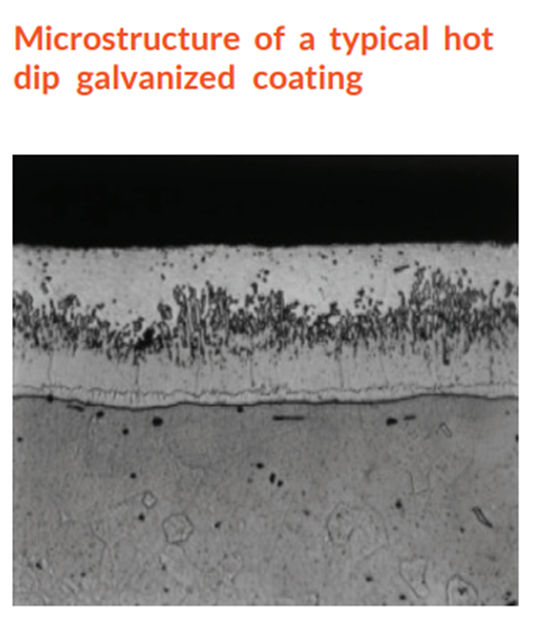
When the reaction between iron and zinc has virtually ceased and the article is taken out of the galvanizing bath complete with its outer coating of free zinc, the process is complete. In reality there is no demarcation between steel and zinc but a gradual transition through the series of alloy layers which provide the metallurgical bond.
The true cost of protecting steelwork from corrosion has to take into consideration two important elements:
1. The initial cost of protection
2. The lifetime cost, which includes the cost of maintenance. This is the cost of ensuring that steelwork is protected from corrosion throughout its service life.
Initial Cost
Hot dip galvanizing is often perceived to be more expensive than it is. There are two reasons for this: Firstly, that such a high-performance coating is automatically assumed to be expensive. Secondly, the initial cost of galvanizing relative to paint has changed significantly over recent years. Painting costs have steadily increased whilst galvanizing costs have remained stable.
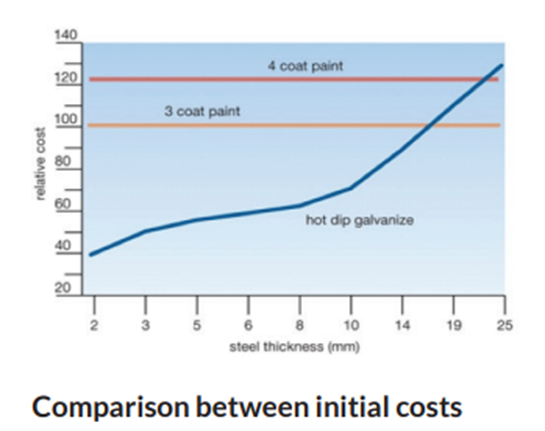
The graph illustrates that for many applications the cost of hot dip galvanizing is lower than that of applying alternative coatings. The reason for this is simple: alternatives such as painting are very labour intensive compared with galvanizing, which is a highly mechanized, closely controlled, factory process.
Whole-Life Cost
The whole-life cost of a building can be defined as: “The cost of acquiring, operating and maintaining a building over its whole life through to disposal” Whole-life costing can be characterized as a system that quantifies financial values for buildings from inception and throughout the building’s life. It is an approach that balances capital with revenue costs to achieve an optimum solution over a building’s whole life.
This technique, whilst not in itself new, has over recent years become accepted best practice in construction procurement. Whole-life costing can be used at any stage of the procurement process and can be used at the levels of facility, function, system and component. This includes everything from initial design to end-of-life.
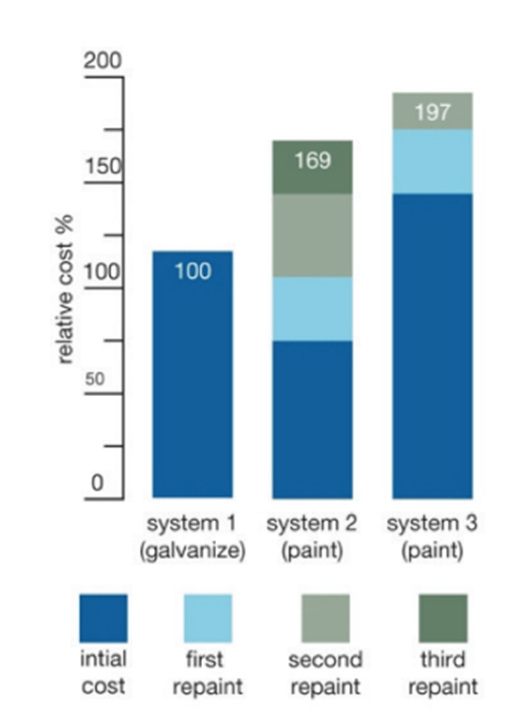
It can be seen that over a -25year project life the cost of a “cheaper” paint system is almost 70% more than the cost of galvanizing. Likewise the cost of a more “expensive” paint system is almost double that of galvanizing. In initial, or first cost terms, hot dip galvanizing is comparative with a good quality paint system. However, when looking at lifetime costs, hot dip galvanizing works out to be considerably cheaper than most other systems.
Net Present Value compared
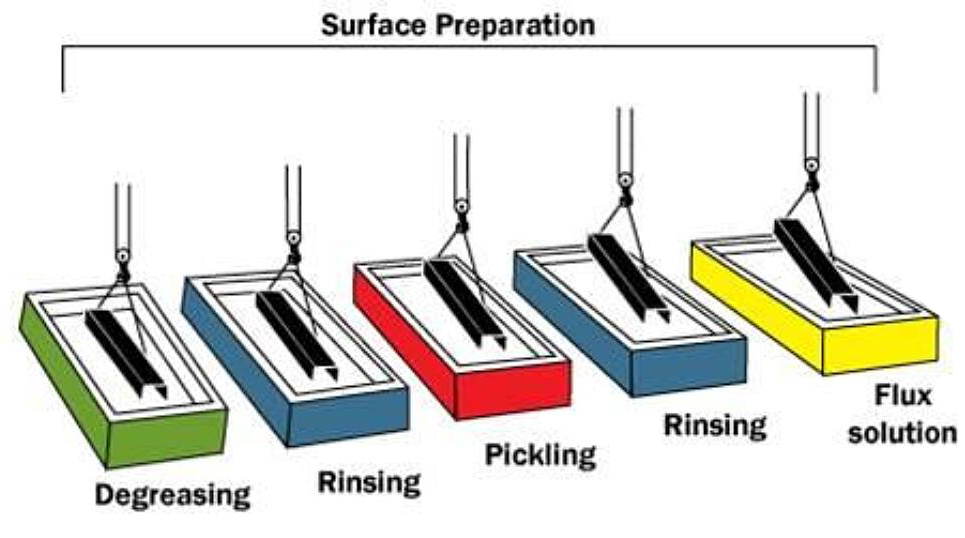
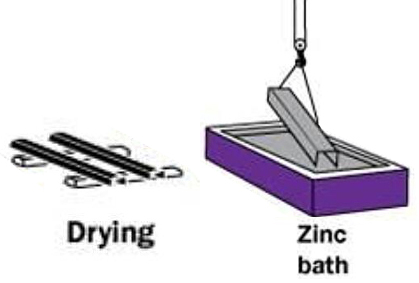
The main steps in hot-dip galvanizing are:
Surface Preparation:
The first and the most critical step in hot-dip galvanizing process is the surface preparation. The majority of defects in the process are resulted from unsatisfactory results in preparation stage. This step consists of: